
Traducere din limba engleză
Cum se poate etanșa cu adevărat spațiul dintre țeava dumneavoastră și golul din peretele căminului, cuvei, bazinului sau planșeului din beton, în care tocmai a fost realizată o gaură pentru a face loc țevii? Este o întrebare la care vom încerca să răspundem în aceste pagini. Vă prezentăm tehnologia disponibilă, dar și combinațiile de materiale speciale cu elemente de îmbinare mecanică, pentru a obține și menține un montaj de diverse elemente pe termen lung și în condiții sigure de exploatare.
Dezvoltate inițial pentru a etanșa și amortiza vibrația din furtunurile hidraulice care erau montate în carcase din oțel, sistemele modulare mecanice sunt acum utilizate pentru a etanșa și pentru a proteja în mod permanent conductele care trec prin pereți din beton, pardoseli, tavane și alte bariere. Acestea pot fi utilizate pentru a etanșa țevile din fontă cenușie sau ductilă, pe bază de ciment, metal sau plastic, față de orificiile pe care le traversează, pentru țevi cu diametrul de până la 144 inch (3650 mm), asigurând o etanșare hidrostatică de până la 5 bari.
Aceste dispozitive sunt instalate în jurul circumferinței externe a țevii, operațiune care se realizează mai rapid și mai eficient decât îmbinările realizate prin: stemuire cu câlți și plumb, piese de etanșare prefabricate de tip A sau B, injecție cu mastic, sau burdufuri de protecție (Figura 1).

Garniturile se extind atunci când șuruburile sunt strânse, rezultând umplerea spațiului anular dintre țeavă și gaura din perete, care poate fi carotată, turnată sau formată, care este definită ca fiind jumătatea diferenței dintre diametrul intern al penetrării și diametrul extern al țevii.
Dispozitivele mecanice modulare de etanșare constau dintr-o combinație de cinci componente: un element elastomeric de etanșare (za de etanșare), două plăci de presiune, și o combinație șurub / piuliță. Elementul de etanșare (Figura 2) este, de obicei, realizat din monomer virgin de dienă propilenă etilenă (EPDM), un cauciuc sintetic cu o duritate specifică Shore A de 50 ± 5%.

Garniturile subțiri pentru țevi și conducte de perete sunt realizate din EPDM mai moale, cu o duritate Shore A de 40 ± 5%. Acest cauciuc de duritate mai redusă face posibilă o etanșare la un cuplu mai redus, evitând prin urmare deformarea unei conducte sau a unor țevi. Unele etanșări sunt realizate din cauciuc virgin nitrilic pentru rezistența la uleiuri, gazolină și solvenți, precum și din cauciuc din silicon sintetic, pentru aplicații la temperaturi ridicate sau țevi de transport aburi.
Formula elastomerului și dimensiunile elementului de etanșare sunt concepute pentru a oferi o suprafață netedă, uniformă volumetric. Cauciucul virgin este utilizat pentru a se asigura că elementul de etanșare este vulcanizat în mod uniform într-o unitate solidă, dilatabilă.
Deoarece garniturile sunt livrate ca un lanț de zale, este obligatoriu ca duritatea acestor segmente să fie aproape identică, pentru aceleași tipodimensiuni, indiferent de șarja din care fac parte. De exemplu, dacă se combină elemente din lanțuri de etanșare diferite, care au valori diferite de duritate, atunci când sunt folosite la aceeași penetrare, chiar dacă același cuplu este aplicat fiecărei îmbinări, acestea nu se vor extinde în mod uniform, iar garniturile pot fi compromise.
Fiecare element de etanșare prezintă două găuri străpunse pentru șuruburile de strângere, câte una pe fiecare parte, de formă conică, astfel încât, în urma strângerii șurubului, cauciucul se comprimă pe șurub.
Un adaos turnat de asistare a compresiei pe fiecare parte a plăcii de presiune permite o sarcină mărită de comprimare, împiedicând pătrunderea lichidelor în cavitate, pentru un control optim al coroziunii (Figura 3).

Trebuie să observăm faptul că, volumul umărului sau grosimea cauciucului care înconjoară cavitatea orificiilor pentru bolțuri trebuie să fie astfel determinat, încât să prevină ruperea bolțului sau pierderea etanșeității în garnitură, atunci când este strâns.
Dispozitivele mecanice modulare utilizate aveau inițial plăci de presiune realizate dintr-o combinație între o placă de oțel și PVC (Figura 4).

Bolțul a fost filetat prin plăci de oțel iar cuplul aplicat și forțele au fost distribuite prin carcasa din PVC. În urma observațiilor făcute în timpul exploatării în domeniu, s-a stabilit că materialul din PVC nu era potrivit, acesta fiind supus fisurării, dar și expus la contracția remanentă din jurul porțiunii din oțel al plăcilor de presiune, care cauzează lărgirea garniturilor odată cu trecerea timpului.
Un studiu realizat cu metoda elementelor finite a sistemului, de către Universitatea din Michigan, a avut ca rezultat înlocuirea plăcilor de presiune din PVC cu inserție din oțel, cu plăci realizate din material compozit, pe bază de nailon armat. Prin injectarea cu nervuri turnate, plăcile de presiune reconcepute distribuie forțele mai uniform, oferind rezistență dielectrică mai mare și rezistență îmbunătățită la coroziune.
Combinațiile Șurub / Piuliță
Diferite combinații șurub / piuliță au fost utilizate pentru dispozitivele modulare, de la strat suport din oțel carbon placat cu cadmiu, până la cele de astăzi, mai exotice, cu bicromat de zinc în doua straturi, conform ASTM B-663, sub un înveliș exterior de ungere specific pentru o rezistență superioară la coroziune. Pentru a testa rezistența coroziunii acestor combinații diverse, patru bolțuri au fost introduse în mod continuu în apa de la robinet timp de patru ani, rezultatele acestora fiind indicate în Figura 5.

Bolțul etichetat cu A este un oțel carbon placat cu cadmiu, B este un oțel carbon placat cu cadmiu cu un înveliș anti-coroziune, C este un oțel carbon placat cu dicromat de zinc din două părți cu un înveliș organic rezistent la coroziune, iar D este un oțel inoxidabil de Tip 316. Observați rezistența crescândă împotriva coroziunii de la bolțul A, la bolțul D. În plus, garniturile modulare care utilizează bolțuri cu învelișuri organice rezistente la coroziune peste subînvelișuri din dicromat de zinc au fost supuse la 1.470 ore de pulverizare cu sare, conform ASTM B117-97 fără a demonstra o coroziune semnificativă.
Diferențele dintre diametrele bolțului și cavitatea bolțului sunt minime, astfel încât elementul de etanșare din cauciuc se extinde pentru a umple, cu precădere, spațiul anular dintre țeavă și gaura din perete, față de spațiul dintre bolț și cavitatea bolțului. Bolțurile sunt lubrifiate, mai precis, cele realizate din oțel inoxidabil Tip 316, cu un lubrifiant pe bază de PTFE, pentru a preveni griparea în timpul strângerii. La majoritatea garniturilor modulare, piulița aplică cuplul pentru plăcile de presiune prin două planuri de distribuție (Figura 6).

Garniturile mecanice modulare trebuie să fie instalate astfel încât să nu creeze o cale pentru lichide în timpul penetrării.
Așa cum s-a observat, garniturile sunt furnizate în curele / lanțuri de elemente, având dimensiunile și numărul de îmbinări corespunzătoare pentru o aplicație specifică. Aceste curele sunt strânse pentru a fixa echipamentul, astfel încât acesta să ajungă la locul activității, fără piese lipsă. Cureaua care conține îmbinările trebuie să fie slăbită astfel încât toate crăpăturile, zonele în care elementele de etanșare se îmbină, să fie închise (Figura 7).

În caz contrar, acestea pot crea o cale sau un spațiu pentru lichid prin garnitura însăși.
Centrul orizontal al fiecărei plăci de presiune din garnitură trebuie să fie aliniat cu tangenta țevii, astfel încât, cuplul din strângerea bolțului să fie distribuit uniform cu elementul de etanșare. Axa țevii trebuie să fie paralelă cu axa penetrării și centrată în deschidere. Ţeava trebuie să fie sprijinită în mod adecvat la ambele capete, întrucât garniturile modulare nu sunt concepute pentru a sprijini greutatea țevii.
După conectarea în jurul țevii a lanțului de garnituri individuale, toate lungimile bolțurilor care ies din plăcile de presiune anterioare trebuie să aibă o lungime egală, astfel încât garnitura să fie strânsă uniform. Toate suprafețele țevilor și a găurilor din perete trebuie să fie lipsite de murdărie, sufluri și resturi de turnare. Dacă se găsesc stropi de sudură pe amprenta garniturii, acestea trebuie îndepărtate la recomandările producătorului de țevi, înainte de instalarea garniturii.
După introducerea garniturii în jurul țevii, aparența de colier slăbit sau necircular este normală. Unii instalatori tind să desfacă ceea ce pare a fi o legătură suplimentară, astfel încât garnitura să alunece ușor în penetrare. Totuși, ansamblurile de garnituri modulare sunt furnizate cu numărul corect de garnituri de dimensiuni corespunzătoare pentru penetrările în care acestea trebuie instalate. Demontarea îmbinărilor poate modifica relația volum/gol, afectând eficiența garniturilor. La țevile cu diametru mai redus, îmbinărilor pot fi întinse. În plus, plăcile de presiune trebuie să fie aliniate, astfel încât suprafețele lor exterioare să fie toate în același plan vertical.
Formarea Găurii
În timp ce selectarea și instalarea adecvată a garniturii sunt esențiale, trebuie acordată atenție și formării corecte a găurilor. Găurile prin pereții din beton turnat pot fi carotate sau formate cu piese de trecere încastrate din oțel, ciment armat cu fibre, sau materiale termoplastice. Dacă sunt carotate, nu trebuie să existe defecte de turnare, segregări, sufluri înainte de instalarea garniturii, iar penetrarea nu trebuie să prezinte praf și murdărie. Garnitura modulară poate fi instalată direct în gaura carotată. Pentru eliminarea defectelor mici din beton, se poate aplica un strat de rășini epoxidice de corecție și îmbunătățire a suprafeței de contact.
Dacă gaura este formată cu o piesă de încastrare din oțel, diametrul extern al manșonului trebuie să fie prevăzut cu un guler/flanșă de 50 mm în jurul întregii circumferințe, pentru ancorarea acestuia în peretele de beton și pentru a evita migrarea apei în jurul manșonului. Acest guler trebuie să fie sudat continuu pe ambele părți pentru a se asigura că apa nu se va scurge pe sub acesta, iar manșonul din perete trebuie să fie circular, curat și fără zgură de sudură (Figura 8).

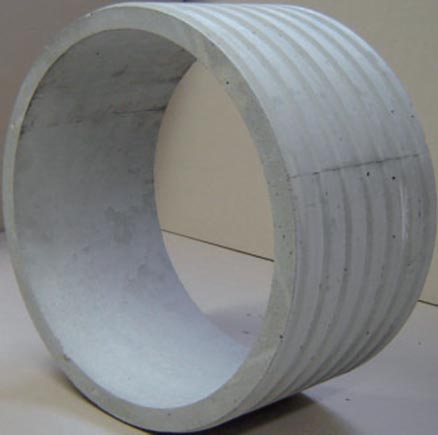
Piesele de încastrare din beton armat cu fibre sunt perfect compatibile chimic cu betonul, și prezintă pe suprafața externă, canale de încastrare și bariere hidraulice pentru o aderență mai bună. Gama de diametre interioare este cuprinsă între 80 – 1200 mm, cu lungimi de la 200 mm până la 1200 mm. Aceste piese de încastrare sunt testate la 5 bar presiune diferențială.
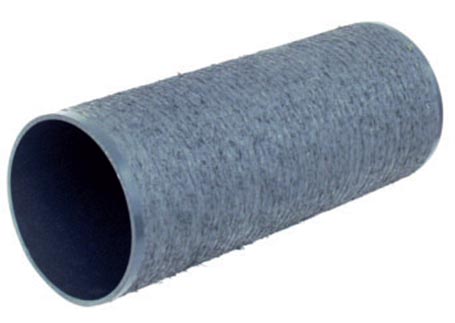
Piesele de încastrare din PVC au suprafețe texturate pentru a adera mai bine la beton. Aceste manșoane trebuie să fie capabile să suporte forțele pe care betonul turnat le exercită asupra acestora, fără devieri. Consolidarea adaosurilor turnate și a capetelor care se fixează în manșoane ajută la poziționarea acestora și menținerea concentricității lor (Figura 10).
Este importantă menținerea unei forțe egale în jurul conductelor, pe măsură ce garniturile sunt strânse. Garniturile trebuie să fie strânse în sens orar, și niciun șurub nu trebuie să fie strâns mai mult de două rotații, pe durata fiecărei treceri succesive.
Garnitura este dimensionată în mod corect dacă diametrele minime și maxime ale țevii se află în intervalul de dimensiune publicat. Dacă garnitura nu este dimensionată în mod corect, va avea tendința de a aluneca și de a ieși, în cele din urmă, din penetrare.
Toate garniturile modulare permit deviații unghiulare, care variază în funcție de relația dintre dimensiunea spațiului anular care trebuie umplut și plaja de dimensiune a garniturii. Cu cât spațiul unghiular este mai aproape de mijlocul acestui interval și cu cât garnitura este mai groasă, cu atât alinierea incorectă poate fi mai ușor de tolerat. Dacă alinierea incorectă a conductelor printr-un perete este un factor determinat din proiectare, trebuie să se ia în considerare manșoanele supradimensionate sau carotarea unor găuri care pot accepta garnituri mai mari. Garniturile modulare pot oferi, de asemenea, un minim de amortizare a vibrațiilor, dacă mișcarea minimă și maximă a conductei se încadrează în intervalul acestora.
Elementele de etanșare EPDM utilizate în aplicațiile de încălzire, aerisire și aer condiționat acceptă un set de comprimare de aproximativ 15% din intervalul lor extins (pe baza supunerii la o temperatură de 158oF / 70oC timp de 22 de ore).
Cu cât garnitura este mai mică, cu atât intervalul de extindere este mai redus, limitând posibilitatea de reutilizare.
Garniturile mecanice modulare au evoluat în mod substanțial, de când au fost dezvoltate prima dată acum 45 de ani. Printre instrumentele oferite, putem menționa un program de alegere și calcul, aflat pe site-ul producătorului, pentru a identifica tipul de garnitură și numărul de elemente care vor oferi soluția optimă de etanșare, și inclusiv pentru amortizarea vibrațiilor pentru o anumită penetrare. Bolțurile și plăcile de presiune au fost standardizate cu bolțuri pentru garnituri mai mici, modificate din cap hexagonal în cap Allen, pentru a facilita instalarea în spații unghiulare mai mici. În plus, plăcile de presiune au fost reconcepute pentru a oferi cu 15% mai multă rezistență (Figura 11).

Garniturile mecanice modulare instalate și concepute în mod adecvat oferă una dintre metodele cele mai eficiente din punct de vedere al siguranței în exploatare, costului și fiabilității, pentru etanșarea țevilor și conductelor la trecerea prin pereții căminelor, stațiilor de pompare, bazinelor din stațiile de epurare sau planșeelor din beton. Există numeroși furnizori pentru aceste garnituri, unii dintre aceștia continuând să utilizeze tehnologia care datează din anii 1980.
În cele din urmă, va fi responsabilitatea specialistului alegerea materialelor care corespund cel mai bine penetrărilor de țevi și conducte, precum și selectarea garniturii care respectă cerințele unui proiect specific.